Antes del tratamiento térmico por inducción superficial de los productos de ruedas de automóviles, el diseño del inductor es muy importante. la calidad de la bobina de calentamiento por inducción afecta directamente la depuración y el procesamiento del producto y tiene un gran impacto en la calidad de enfriamiento del producto. Para el tratamiento térmico por inducción de un determinado producto, analice y discuta el diseño del inductor hasta completar la puesta en marcha del producto.
General
Los metales se pueden calentar en un inductor, basándose principalmente en el fenómeno de la inducción electromagnética. La esencia de la inducción electromagnética es: un campo magnético alterno provoca un campo eléctrico alterno, y un campo eléctrico alterno provoca un campo magnético alterno. Cuando una corriente alterna pasa a través de un conductor, la densidad de corriente en la superficie del conductor es relativamente grande, mientras que la densidad de corriente dentro del conductor es relativamente pequeña. Este fenómeno es el efecto piel, también conocido como efecto piel o efecto superficie. Además, existen efectos de proximidad y efectos de anillo, que son muy importantes para el tratamiento térmico por inducción. Tratamiento térmico por inducción tiene un tiempo de calentamiento corto, menos piel de óxido, pequeña deformación, ahorro de energía y protección del medio ambiente, y es fácil de realizar la mecanización y la automatización. Por lo tanto, es ampliamente utilizado en la fabricación de automóviles, tractores, maquinaria de construcción, maquinaria pesada, industria de rodamientos, ferrocarril y metalurgia y otras industrias. La tendencia es muy buena.
El autor se ha dedicado a la endurecimiento por induccion de cubos de ruedas de automóviles durante casi 10 años. El flujo del proceso del tratamiento térmico por inducción de la brida exterior y la brida interior se analiza y ordena a continuación para referencia y debate entre colegas.
Análisis de dibujos de productos
Las estructuras de la brida exterior y la brida interior se muestran en la Figura 1 y la Figura 2 respectivamente.
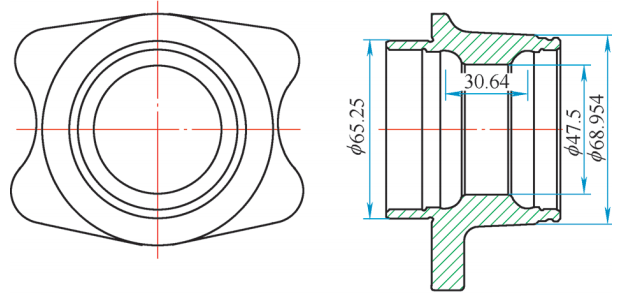
Figura 1 Estructura de brida exterior
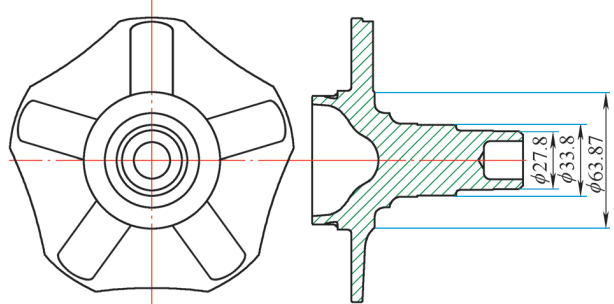
Figura 2 Estructura de brida interna
1. Dimensiones críticas
Brida exterior (agujero interior): grosor de la pared del producto, diámetro interior, altura, espacio entre ranuras, tamaño del círculo base, estructura general, etc.
El espacio entre ranuras de este producto es de 30.64 mm, el diámetro del círculo base es de 65.25 mm, el grosor de la pared del calibre es de 10 mm y la longitud del área de enfriamiento es de 40 mm. Brida interior (círculo exterior): el diámetro del eje del canal principal del producto, la altura del eje, el tamaño del círculo base y la estructura general, etc. El producto es un eje sólido con un diámetro del canal principal de 33.8 mm, una altura del eje de 71.1 mm, un diámetro de círculo base de 60 mm y una longitud de área de enfriamiento de 52 mm.
2. Requisitos técnicos
Los requisitos técnicos del tratamiento térmico se muestran en la Figura 3 y la Figura 4.
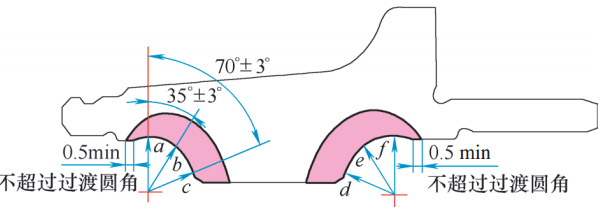
Figura 3 Brida exterior
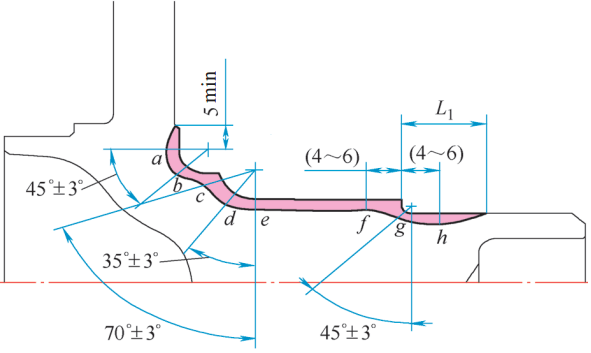
Figura 4 Brida interior
(1) Requisitos técnicos para el templado y revenido de bridas internas y externas
La dureza de la superficie de templado es de 62-65HRC y la dureza de la superficie de templado es de 59-63HRC. La estructura metalográfica es martensita 4~6.
(2) Requisitos técnicos para la detección de brida exterior
Detectado en la dirección del ángulo del patrón, a, punto f Ds = 1.9 ~ 3.2 mm; b, e punto Ds = 2.2 ~ 3.7 mm; c, punto d Ds ≥ 2.4 mm.
(3) Requisitos técnicos para la detección de brida interior
Detecta un punto a, b, e, h Ds=1.9~3.7 mm en la dirección del ángulo del patrón; punto d Ds=2.2~3.7 mm; punto g Ds≥1.5 mm; c punto Ds≥2.4mm; punto f Ds=2~6mm.
3. Construya el patrón del sensor del producto
De acuerdo con los datos dimensionales anteriores y los requisitos técnicos relacionados con el producto, mida la altura total del sensor y el tamaño del círculo efectivo, dibuje el patrón de diseño del sensor, modifíquelo de acuerdo con la situación real y finalmente determine la forma de la bobina de endurecimiento por inducción.
4. Determine el material y el tamaño de la bobina de endurecimiento por inducción
La bobina de endurecimiento por inducción está compuesto por una bobina efectiva, una placa conductora, una placa de contacto y accesorios, y está hecho de varios materiales.
(1) Placa de contacto conductora, anillo efectivo y placa conductora. Fabricado en cobre puro T2 y soldado con electrodos de latón.
(2) Las tuberías de entrada y salida de agua son tuberías redondas de cobre con un diámetro exterior de 12 mm y un espesor de pared de 2 mm; tubos cuadrados de cobre de 14mm×14mm×2mm.
(3) Círculo efectivo. El tubo de cobre cuadrado de la brida exterior es de 8 mm × 10 mm × 1.5 mm; el tubo de cobre cuadrado de la brida interior es de 12 mm × 15 mm × 2 mm.
1. Patrón de diseño de bobina de endurecimiento por inducción
La bobina de endurecimiento por inducción El diseño se muestra en la Figura 5.
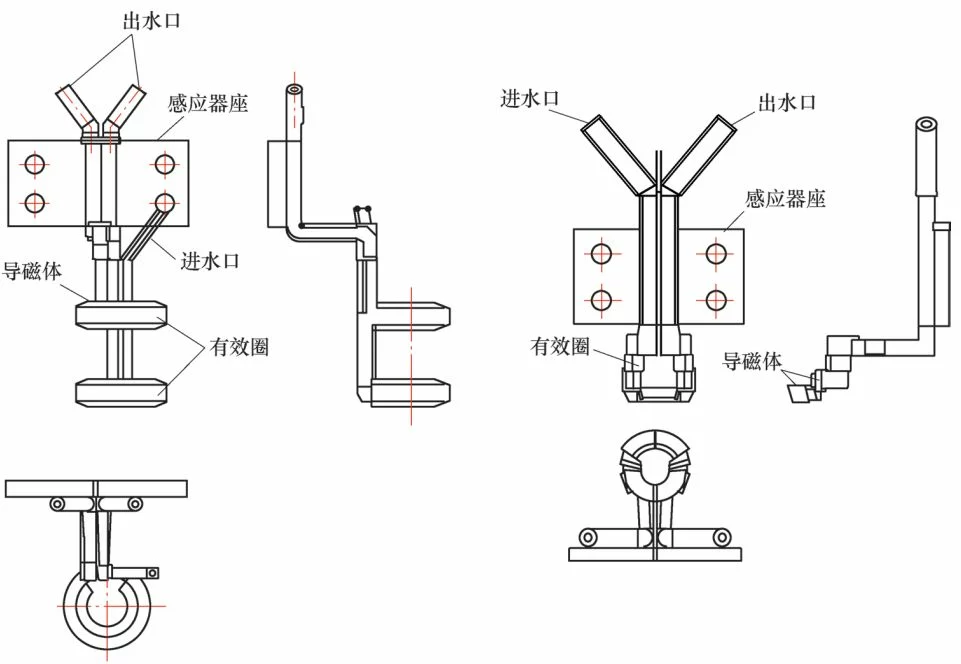
Figura 5 Patrón de diseño de bobina de endurecimiento por inducción
(1) De acuerdo con la estructura del producto, diseñe, mida y dibuje el patrón del sensor y marque el nombre de cada componente.
(2) Placa de contacto. Como se muestra en la Figura 6.
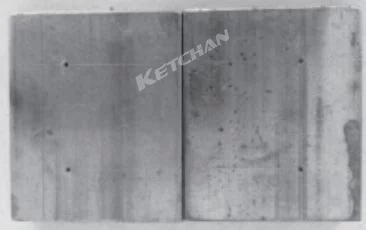
Figura 6 Placa de conexión
La placa de contacto debe garantizar que se pueda conectar de manera confiable, firme y firme con el transformador de extinción. El grosor de la placa de contacto debe ser >1.57 d (d es la profundidad de penetración actual), pero <12 mm, y el grosor de la placa aquí debe ser de 10 mm.
El ancho de la placa varía según la potencia del sensor. Generalmente, se selecciona dentro del rango de 60-190 mm, y el límite superior se selecciona cuando la potencia es grande. Aquí, el ancho de la tabla se selecciona como 60 mm y la longitud de la tabla se selecciona como 70 mm.
El diámetro de perforación del perno de presión en la placa de contacto es de 15 mm, y hay 4 orificios para pernos en total, y los pernos pueden usar M12. Cabe señalar que las posiciones de los cuatro orificios de fijación deben medirse bien, de lo contrario, la conexión con el transformador no estará en su lugar.
Además, la potencia en el inductor se distribuye a lo largo del conductor, por lo que la placa conductora debe ser ancha en lugar de estrecha.
(3) El diseño circular efectivo del sensor. Para garantizar la calidad de la producción del sensor, se deben preparar algunos moldes necesarios.
La producción del anillo efectivo requiere enrollar el molde del mandril (consulte la Figura 7), y el tubo de cobre se enrolla en el mandril después del recocido. El diámetro del mandril debe ser un poco más pequeño que el del inductor después de enrollar el producto terminado.

Figura 7 Molde de mandril de bobinado
Tome la brida exterior como ejemplo: el ancho del tubo de cobre en el círculo efectivo de la bobina de inducción es de 10 mm, el diámetro del hombro del producto es de 47.5 mm y el diámetro del mandril puede ser de 35 mm. El producto de brida interior también elige el bobinado de mandril, en el que se puede seleccionar la bobina de inducción en la esquina R del producto de bobinado, el diámetro del mandril puede ser de 63 mm, y esta sección de la bobina de inducción debe procesarse en una pendiente con cierto ángulo para mejorar la eficiencia de enfriamiento en la esquina R. . Los anillos efectivos de otras partes se enrollan según el tamaño del dibujo.
(4) Se determinan los parámetros. El inductor se divide en enfriamiento del círculo exterior y enfriamiento del orificio interno. La diferencia de altura entre el círculo efectivo y la pieza de trabajo y el espacio entre el círculo efectivo y la pieza de trabajo deben determinarse de acuerdo con la frecuencia del equipo de enfriamiento in situ, como se muestra en la Tabla 1 a la Tabla 4.
Tabla 1 Diferencia de altura entre el anillo efectivo y la pieza de trabajo cuando se calienta el orificio interior
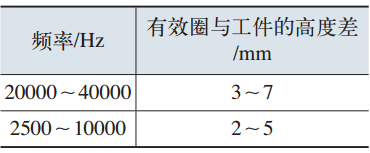
Tabla 2 El espacio entre el anillo efectivo y la pieza de trabajo cuando se calienta el orificio interior
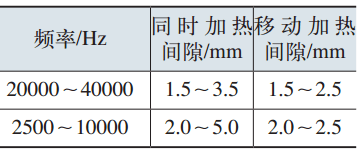
Tabla 3 Diferencia de altura entre el anillo efectivo y la pieza de trabajo cuando el círculo exterior se calienta al mismo tiempo
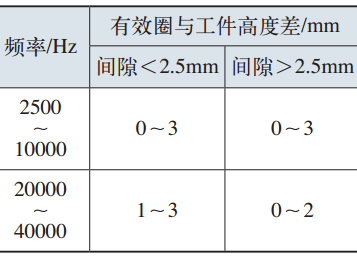
Tabla 4 El espacio entre el anillo efectivo y la pieza de trabajo cuando se calienta el círculo exterior
Depuración y aceptación de productos
1. Instalación
(1) Seleccione un máquina herramienta de endurecimiento para instalar sensores y dispositivos auxiliares, como se muestra en la Figura 16.
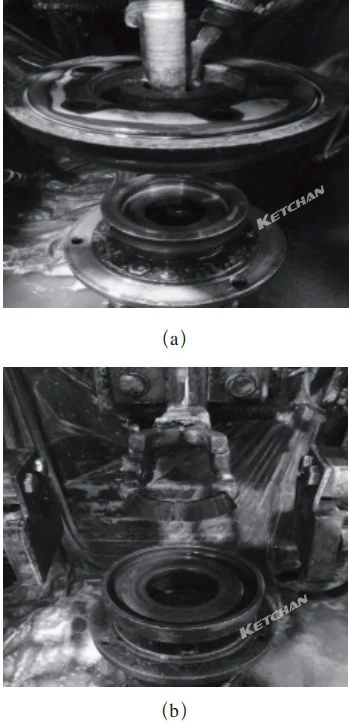
Figura 16 Instalación de bobina de inducción y dispositivo auxiliar
Precauciones de instalación:
- Asegúrese de prestar atención a la cercanía de la conexión entre la bobina de inducción y el transformador al instalar las herramientas, y los pernos deben estar bloqueados.
- Preste atención a la verticalidad del círculo efectivo y el producto al instalar el sensor, el sensor no puede inclinarse, de lo contrario, afectará la calidad de enfriamiento del producto.
- La brida exterior debe instalarse con un manguito de presión del producto como dispositivo de absorción de calor, que es más estable que algunos métodos auxiliares de pulverización externa.
- Compruebe el descentramiento circular de la pieza de trabajo cuando se gira sobre el accesorio. Desviación circular de herramientas generales ≤ 0.3 mm.
(2) La coincidencia de potencia de equipo de endurecimiento por inducción es 250kW/8~30kHz.
(3) Ajuste el equipo de endurecimiento, determine el proceso de endurecimiento apropiado y cumpla con los requisitos técnicos de endurecimiento del producto.
Productos de brida exterior: relación de entrada de potencia 98 %, tiempo de calentamiento 7.4 s, tiempo de enfriamiento 14 s, concentración de líquido de extinción 1.5 %~2.5 %.
Productos de brida interna: relación de entrada de potencia 98 %, tiempo de calentamiento 7.7 s, tiempo de enfriamiento 20 s, concentración de líquido de extinción 1.5 %~2.5 %.
Se utilizó líquido de enfriamiento soluble en agua Shanghai Houghton y su concentración se detectó mediante un refractómetro.
2. Ajuste del dispositivo de refrigeración
(1) Garantizar la presión de enfriamiento, aquí la presión de enfriamiento del líquido de enfriamiento es 0.25-0.4MPa, y la presión de enfriamiento del sensor es 0.5-0.8MPa.
(2) La posición del dispositivo de enfriamiento se ajusta de modo que el agua de enfriamiento no pueda bloquearse o bloquearse.
(3) El agua de enfriamiento tiene dos partes, una es el líquido de extinción y la otra es el agua de enfriamiento del sistema, y los intercambiadores de calor generalmente se usan para enfriar la temperatura.
La temperatura del líquido de enfriamiento generalmente no supera los 35°C. Si la temperatura es demasiado alta, provocará un enfriamiento insuficiente, lo que provocará problemas de calidad en el producto. La temperatura del agua de enfriamiento en el sistema es la del agua blanda para enfriar aparatos eléctricos. Esta temperatura se controla generalmente a 30°C y no debe ser inferior a la temperatura ambiente. De lo contrario, las gotas de agua se condensarán en la superficie de los aparatos eléctricos enfriados y dañarán fácilmente los aparatos eléctricos.
3. Método de inspección del producto
La inspección de productos de tratamiento térmico requiere máquinas de corte de alambre y esmerilado previo de muestras metalográficas.
4. Proceso de templado del producto
El templado de piezas templadas por inducción incluye el templado automático, templado por induccióny templado en horno. Los productos aquí se templan en el horno.
La temperatura de revenido se determina de acuerdo con los requisitos técnicos de la pieza de trabajo. Generalmente, cuando el requisito de dureza es superior a 52HRC, la temperatura de templado es de 180-200 °C y el tiempo de templado es de 1.5 horas; cuando el requisito de dureza es superior a 56HRC, la temperatura de templado puede ser de 160 °C y el tiempo de templado es de 1.5 horas.
El proceso de templado de este producto se determina finalmente como una temperatura de templado de 165°C y un tiempo de templado de 2.5 horas.
5. Inspección
La Figura 17 y la Figura 18 son ejemplos de productos que se han depurado correctamente.

Figura 17 Muestra de temple de la brida exterior

Figura 18 Muestra de temple de la brida interior
La Tabla 5 y la Tabla 6 son los datos de inspección de la primera pieza de productos de depuración
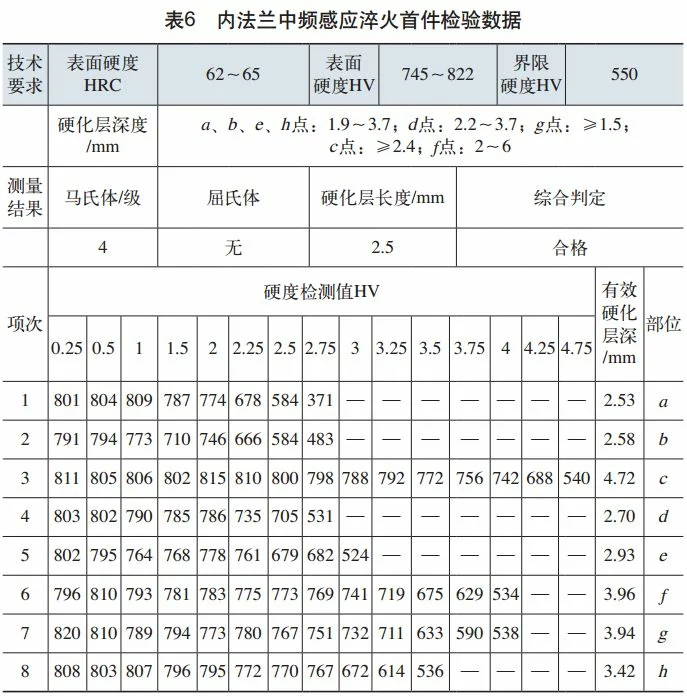
Probado por el probador de dureza Vickers, la dureza de la superficie del producto y la profundidad efectiva de la capa endurecida cumplen con los requisitos técnicos. El tratamiento térmico de este producto se completó con éxito desde el diseño del sensor de herramientas hasta la depuración del producto.
Epílogo
La estructura, la forma y el tamaño de las bobinas de inducción son los temas centrales de la tecnología de endurecimiento por inducción, que tienen un impacto directo en la endurecimiento por induccion calidad, eficiencia de producción y consumo de energía de las piezas. Por lo tanto, un adecuado bobina de calentamiento por inducción es una forma importante de hacer que el endurecimiento por inducción obtenga alta calidad, alta eficiencia y ahorro de energía.
Tags:Tratamiento térmico del cubo del automóvil, Endurecimiento por inducción del cubo del automóvil, Diseño de bobinas de endurecimiento por inducción de cubo de automóvil, Máquina de endurecimiento por inducción de cubo de automóvil, Herramienta de endurecimiento por inducción de cubo de automóvil