La función principal del perno esférico es realizar el movimiento hacia arriba y hacia abajo de la rueda y el movimiento de dirección. El perno esférico es una pieza de seguridad importante para completar las funciones de conducción y dirección del automóvil. Las condiciones de uso de las piezas con espárragos determinan que el espárrago debe tener la resistencia y durabilidad suficientes para soportar la fuerza y la vibración de la rueda, por lo que el control del tratamiento térmico de la pieza es un factor clave para garantizar la resistencia y la durabilidad. Aquí, la experiencia de mejora a largo plazo del tratamiento térmico por inducción para pernos esféricos se presenta a sus pares como referencia.

1. El principal proceso de fabricación del perno esférico.
El perno de bola utilizado en el camión está hecho de acero estándar nacional 45. De acuerdo con el uso y los requisitos técnicos del perno esférico, se requiere que la superficie del perno esférico tenga alta resistencia al desgaste y durabilidad. El proceso principal: corte → Saponificación → Encabezado en frío → Enfriamiento y revenido → Perforación → Torneado en bruto → Rectificado en bruto → Torneado fino → Rectificado fino → Laminado de roscas → Calentamiento y enfriamiento por inducción, revenido → Pruebas no destructivas → Embalaje → almacenamiento.
2. Requisitos técnicos del tratamiento térmico por inducción de espárragos esféricos
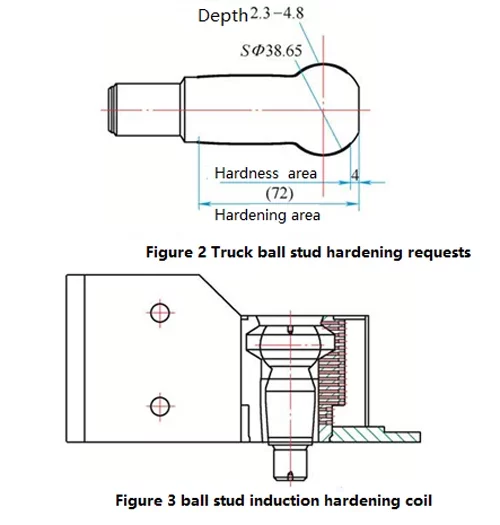
De acuerdo con los requisitos técnicos del perno esférico (consulte la Figura 2), se utiliza calentamiento por inducción de frecuencia media para el temple y el revenido. La máquina de calentamiento de frecuencia intermedia con una potencia de 200kW y una frecuencia de 8000Hz; el medio de enfriamiento de enfriamiento es agua clara, la temperatura del agua es de 20 ~ 40 ℃ y la presión del agua de enfriamiento es de 0.2 ~ 0.8 MPa; el revenido adopta un horno de revenido tipo pozo y la temperatura de revenido 180°C. La estructura del inductor de calentamiento utilizado se muestra en la Figura 3.
3. Problemas existentes
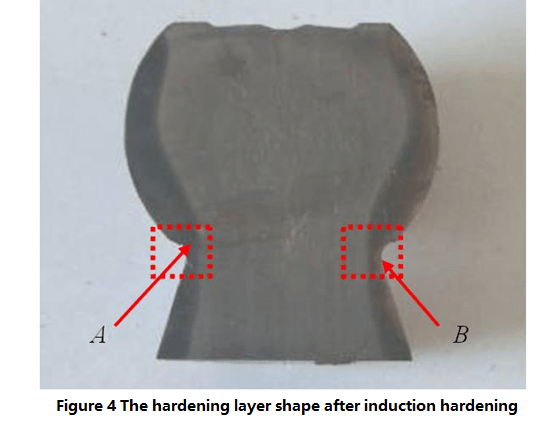
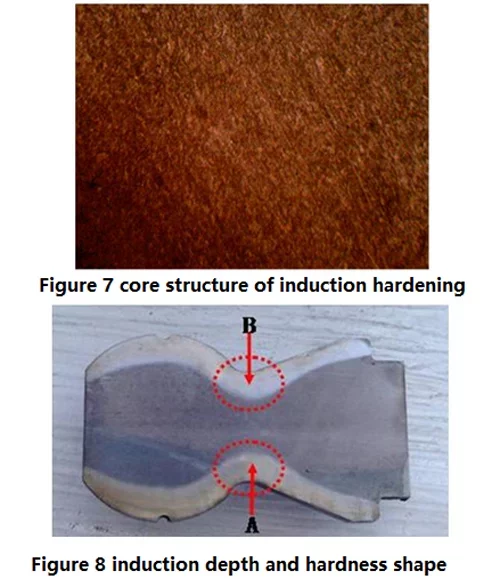
El perno esférico procesado por el proceso de tratamiento térmico por inducción de frecuencia intermedia mencionado anteriormente se confirma mediante inspección: la dureza, la estructura de martensita, la profundidad de la capa endurecida, el área endurecida y la forma están todos calificados y cumplen con los requisitos técnicos, pero en la forma del capa endurecida que se muestra en la figura 4, A y B son obviamente más profundas que otras partes, y la profundidad de la capa endurecida es muy desigual, lo que genera grandes dificultades para el control de estabilidad del tratamiento térmico. Por lo tanto, decidimos mejorar este fenómeno indeseable.
4. Mejoras
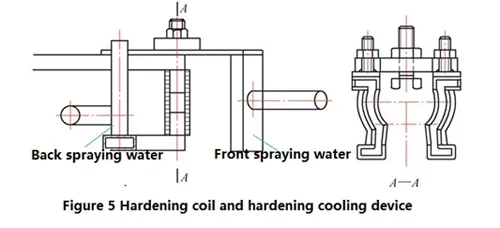
El inductor de nuevo diseño y el dispositivo de rociado de agua de enfriamiento de enfriamiento adoptan una estructura dividida (consulte la Figura 5). El lado izquierdo es el sensor y el dispositivo de rociado de agua de enfriamiento templado ensamblados en el ensamblaje, y la vista transversal AA derecha es el inductor y el dispositivo de posicionamiento en la pieza de trabajo. , La forma del inductor asegura la uniformidad del espacio entre el lado interior del anillo efectivo del inductor y la pieza de trabajo. La pieza de trabajo se coloca en el mecanismo de sujeción inferior, se mueve hacia el inductor, se ajusta a la posición media, se fija con el dispositivo de posicionamiento superior y luego se baja. El mecanismo de sujeción del dispositivo hace girar el pasador de bola y el sensor recibe energía para calentar las piezas. Una vez que se completa el calentamiento, las cajas de rociado de agua de extinción delantera y trasera se rocían para enfriar y apagar. El proceso anterior se repite para el espárrago esférico sin templar, y el espárrago esférico templado se coloca en el horno de templado para templar.
5. Mejora los efectos
Aplique las medidas de mejora anteriores al tratamiento térmico de reinducción del perno esférico. Después de la inspección, la dureza templada es 60HRC; Grado 2; la profundidad de la capa endurecida es de 3.2 ~ 4.0 mm, como se muestra en la Figura 8, la forma y la profundidad de la capa de la capa endurecida del perno esférico mejorado son relativamente uniformes, especialmente la profundidad de la capa endurecida en A y B en la Figura 8. La forma ha mejorado significativamente, pero en el proceso de producción, el operador informó que la eficiencia de sujeción y descarga era baja, lo que resultó en una producción menor que antes de la mejora.
6. Mejora de nuevo
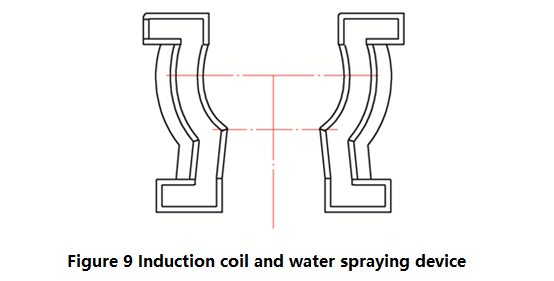
En vista de la baja eficiencia de sujeción y descarga, analizamos principalmente que el dispositivo de posicionamiento y sujeción de nuevo diseño no es lo suficientemente razonable, lo que conduce a más operaciones manuales y lleva mucho tiempo. Por lo tanto, decidimos introducir una máquina herramienta vertical para reemplazar el posicionamiento y la sujeción originales. Esto reduce el tiempo que tarda la tuerca de fijación original y el tiempo que tarda la pieza de trabajo en moverse dentro del inductor cuando la pieza de trabajo se coloca en el mecanismo de sujeción inferior. Por esta razón, el inductor dividido correspondiente que se muestra en la Figura 5 y el dispositivo AA de rociado de agua de refrigeración de extinción La vista cambia al estado que se muestra en la FIG. 9.
Una vez que se pone en producción el mecanismo mejorado de sujeción y posicionamiento, la eficiencia de sujeción y descarga vuelve al estado de producción normal, lo que cumple
los requisitos de producción.
7. Conclusiones
A través de la mejora sistemática del tratamiento térmico por inducción de pernos esféricos con formas complejas, tenemos una comprensión más profunda de que en el proceso de diseño del proceso de tratamiento térmico, solo el proceso de ciclo de diseño continuo, verificación práctica, confirmación de mejora y reexamen y mejora puede hacer todo el proceso de tratamiento térmico. El sistema se mejora continuamente para cumplir mejor con los requisitos de rendimiento técnico requeridos por el diseño de la pieza.
Tags:Máquina de endurecimiento de superficie de pasador de bola, endurecimiento por inducción de pasador de cabeza esférica, Máquina de endurecimiento de pasadores de bola, máquina de tratamiento térmico de inducción de pasador de bola, endurecimiento por inducción de rótula, Máquina de templado por inducción de zócalo de bola, endurecimiento por inducción de pernos esféricos, Soluciones de endurecimiento por inducción de pernos esféricos, endurecimiento por induccion, herramienta de endurecimiento por inducción, espárrago de bola de enfriamiento por inducción
Relacionar productos
-
 Sistema de endurecimiento CNC
Sistema de endurecimiento CNCMáquina herramienta de temple CNC
-
Sistema de endurecimiento CNC
Máquina de endurecimiento por inducción CNC
-
Sistema de tratamiento térmico por inducción
Máquina de endurecimiento por inducción de pernos de bolas


