")
")
¿Qué es el revenido de endurecimiento por inducción?
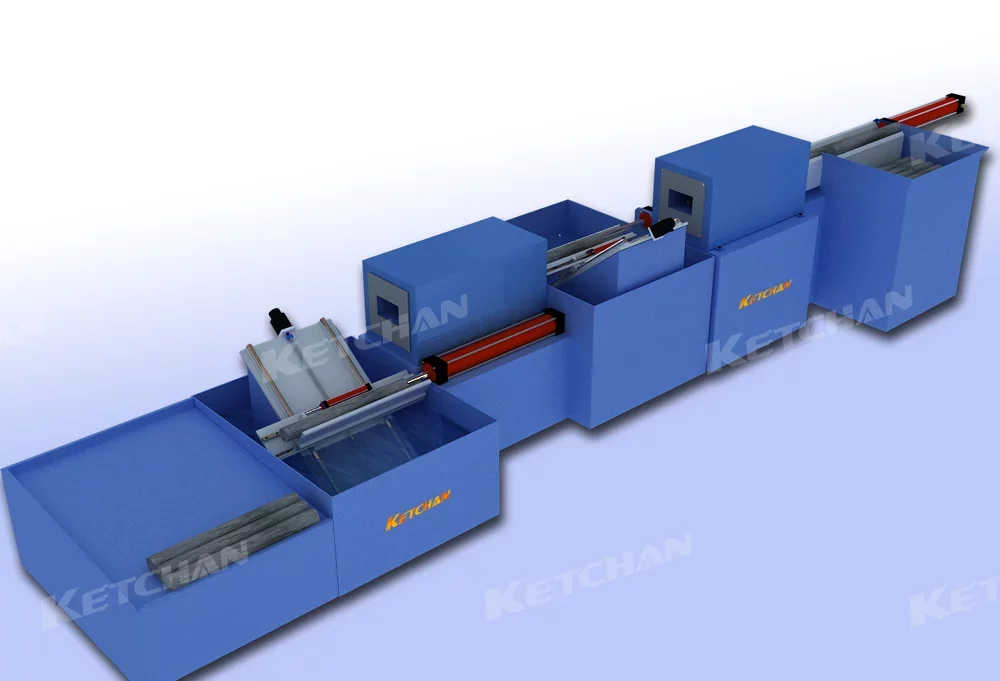
El horno de templado de endurecimiento por inducción es un equipo de calentamiento por inducción de frecuencia intermedia no estándar, que utiliza las características del efecto de anillo y el efecto de piel de la inducción electromagnética de frecuencia intermedia, con el objetivo de obtener las ventajas del calentamiento rápido de acero redondo, temperatura uniforme y alta automatización. . El equipo completo tiene carga y descarga automáticas, alimentación y descarga automáticas, control automático de temperatura, enfriamiento automático con agua pulverizada y otras funciones, es un conjunto completo de hornos de templado de endurecimiento por inducción de acero redondo.
El sistema completo de templado por enfriamiento por inducción se utiliza principalmente para acero redondo, material de barra, endurecimiento por inducción de barra de acero, recocido y proceso de templado. Asistir en el control automático y el equipo de alimentación automática, realizar la combinación perfecta de calentamiento por inducción y automatización, para lograr el control inteligente completo de la línea de producción de calentamiento y templado por inducción.
¿Cuáles son las ventajas del horno de templado de endurecimiento por inducción?
- La tasa de éxito de inicio puede alcanzar el 100%.
- El factor de potencia del rectificador es mayor o igual a 0.96
- La interfaz de temperatura puede realizar un control de circuito cerrado de temperatura.
- Todo digital, sin bucle de control de relé, para que el sistema sea estable y tenga un funcionamiento fiable.
- Con sobre corriente, sobre voltaje, bajo voltaje, falta de fase, presión de agua, temperatura del agua y otra protección completa, para garantizar que cualquier falla no dañe los componentes del equipo.
- Se pueden conectar arbitrariamente tres fases de líneas de alimentación, independientemente de la secuencia de fase.
- El sistema integrado, operación simple y producción eficiente.
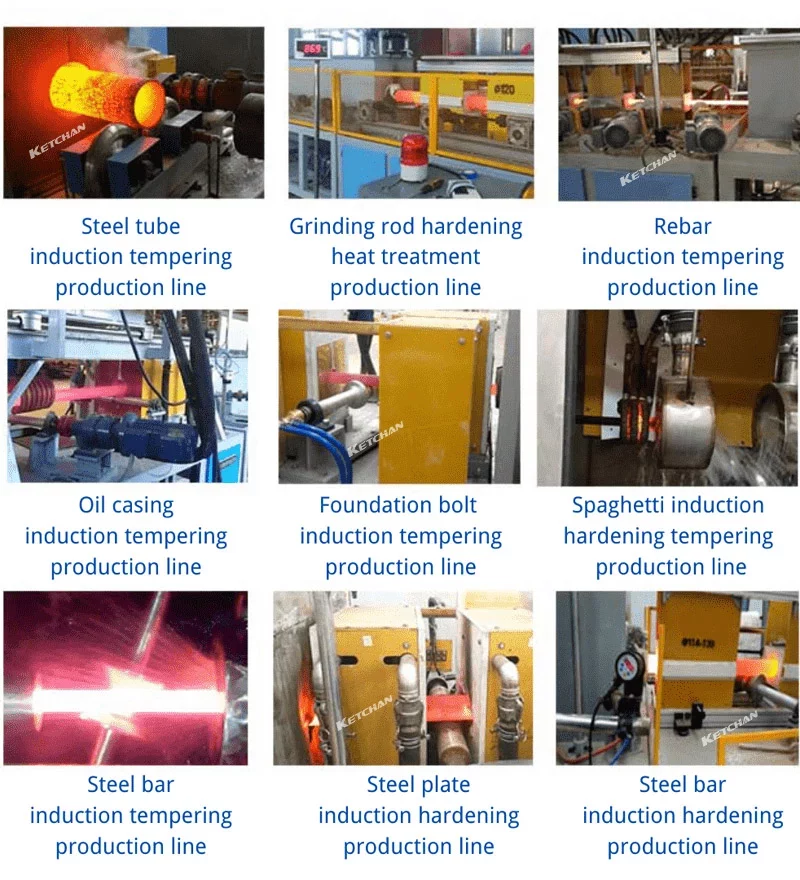
¿Qué son las aplicaciones del horno de templado de endurecimiento por inducción?
El horno de templado de endurecimiento por inducción de frecuencia media es ampliamente utilizado para el tratamiento de calentamiento en línea de barras, acero redondo, acero cuadrado y placa de acero, así como materiales metálicos templados y recocidos por inducción en general.
¿Cómo hacer el proceso de templado por endurecimiento por inducción?
El horno de templado por inducción de frecuencia media tiene alimentación automática de acero redondo → calentamiento por inducción → enfriamiento (apagado) → calentamiento por inducción (templado) → supresión automática y ha completado toda la función del proceso de templado y templado por inducción en la línea de producción continua.
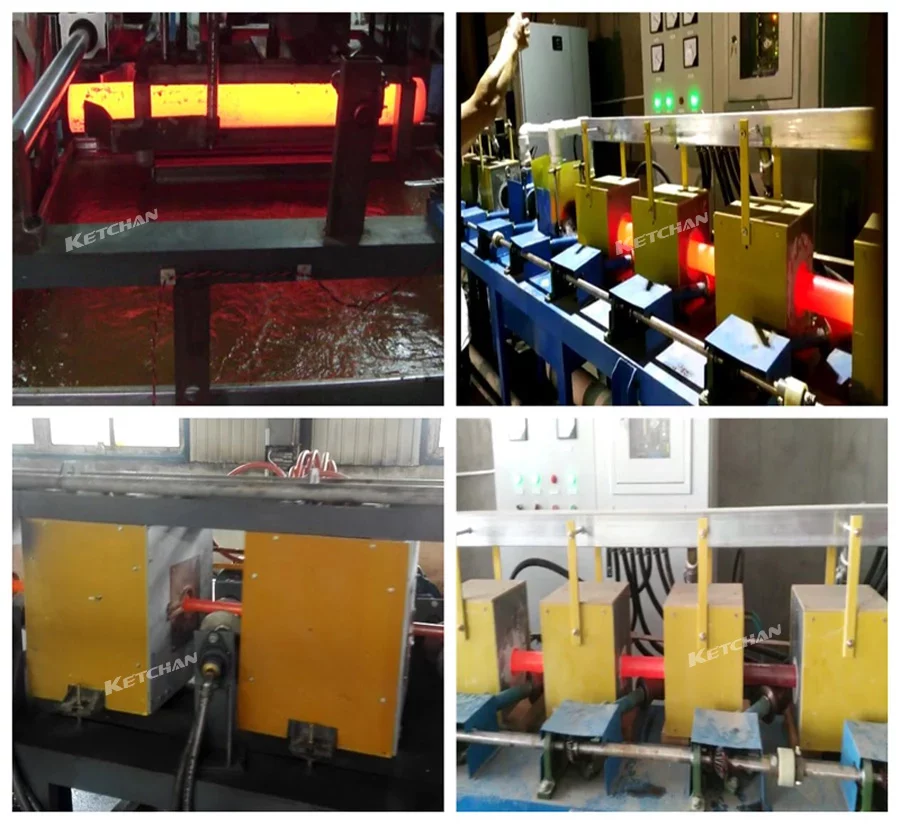
- El horno de temple y revenido por inducción de frecuencia intermedia cargará automáticamente el acero redondo y lo elevará a la plataforma de material superior, y luego lo enviará de forma giratoria a través del dispositivo de transporte.
- Calentamiento por inducción del horno de templado de endurecimiento por inducción de frecuencia media a través de la operación de velocidad constante del dispositivo de transporte, coloque las piezas en la bobina de inducción de enfriamiento, a través de la medición de temperatura del termómetro infrarrojo fijo, haga las partes de precalentamiento → medición de temperatura → aumento de temperatura → control de medición de temperatura. Cuando se alcanza la temperatura de enfriamiento, el dispositivo de rociado de agua a alta presión se usa para enfriar y completar el proceso de enfriamiento por inducción.
- Después de templar y enfriar el horno de calentamiento y templado de frecuencia media, las piezas se envían a la bobina de inducción de templado para templar y luego se envían al área de corte.
¿Cómo seleccionar un horno de templado de endurecimiento por inducción adecuado?
- La forma y las dimensiones de la pieza de trabajo calentada
La máquina de templado de endurecimiento por inducción de barra redonda, pieza de trabajo más grande, barra redonda, barra sólida, debe elegir el nivel de potencia más grande, la máquina de calentamiento por inducción de nivel de frecuencia más baja. La pieza de trabajo, los tubos, las placas y los engranajes más pequeños deben elegir la máquina de calentamiento por inducción de menor potencia pero de mayor frecuencia.
- La profundidad y el área calentadas
Calentamiento profundo, área grande, calentamiento general, debe elegir equipos de calentamiento por inducción de baja frecuencia y gran potencia; Calentamiento superficial, área pequeña, calefacción local, debe elegir una máquina de calentamiento por inducción de menor potencia y mayor nivel de frecuencia.
- La velocidad de calentamiento solicitada
La mayor velocidad de calentamiento debe elegir una máquina de calentamiento por inducción de mayor potencia y menor frecuencia.
- El tiempo de trabajo continuo
El tiempo de trabajo más largo debe elegir una máquina de calentamiento por inducción de mayor potencia.
- La distancia del cable de conexión entre el inductor y la máquina de calentamiento.
La conexión larga, incluso necesita usar una conexión de cable refrigerada por agua, debe elegir un equipo de calentamiento por inducción de potencia relativamente grande.
- Solicitudes de proceso de calentamiento
En términos generales, para el enfriamiento, la soldadura y otros procesos, se puede elegir una máquina de inducción de mayor frecuencia y potencia relativamente menor; Recocido, templado y otros procesos, elija máquinas de inducción de nivel de frecuencia más baja de mayor potencia relativa; El borrado rojo, la forja en caliente, la fundición, etc., necesitan un buen proceso de efecto de diatermia, por lo que la potencia debe seleccionarse alta, la frecuencia debe seleccionarse baja.
- Material de la pieza de trabajo
Para un punto de fusión alto, el material debe elegir un nivel de potencia mayor, el punto de fusión más bajo debe elegir un nivel de potencia menor. El material de baja resistividad elige un nivel de potencia mayor, el de alta resistividad elige un nivel de potencia menor.
Perno de energía eólica Templado por inducción Línea de producción de templado