En la actualidad, hay muchos tipos de piezas templadas ranuradas, como ranuras de apertura del árbol de levas, carcasas de diferencial, etc. Sin embargo, la calidad del templado de las piezas ranuradas no ha sido garantizada y el templado también es muy difícil. En este documento, el inductor de extinción de tipo ranura se mejora de una forma y dos, y se ajusta en el proceso de depuración, de modo que el efecto de extinción sea ideal y cumpla con los requisitos de varias partes de la ranura.
1. Discusión sobre inductores de enfriamiento para piezas ranuradas
(1) Estado de los inductores de enfriamiento ranurados
El lado interior de la ranura de la pieza se calienta, especialmente cuando el ancho del lado interior es pequeño, es difícil diseñar el inductor. El inductor de la Figura 1 utiliza el principio del efecto de proximidad para calentar la superficie interna con alta eficiencia. La parte activa del inductor son los dos tubos conductores en el medio. Dado que las direcciones de corriente de los dos tubos están en la misma dirección en cualquier momento, la corriente en el tubo conductor se comprime hacia el exterior. Aunque no se agregan imanes a los dos tubos conductores, tienen una eficiencia de calentamiento bastante alta.
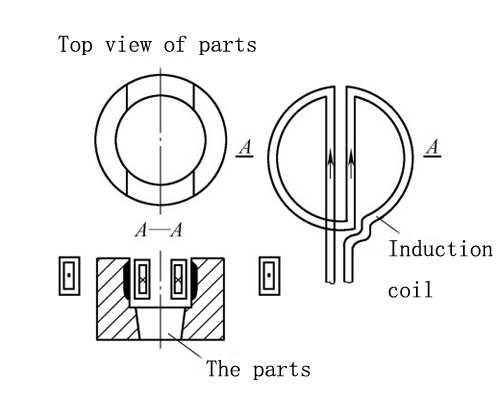
Figura 1 Industor de calentamiento de dos hilos dentro de la ranura
(2) Diseño del inductor de extinción con la pequeña ranura de apertura
Dado que el ancho de la ranura es de 9 mm, se utilizan dos tubos conductores para fabricar el inductor, los tubos de cobre utilizados son muy pequeños, la fabricación es difícil y la vida útil del inductor es muy corta. Por lo tanto, se mejora y se usa un solo tubo de cobre para calentar, y el efecto de proximidad del calentamiento por inducción se usa para calentar (ver Figura 2).
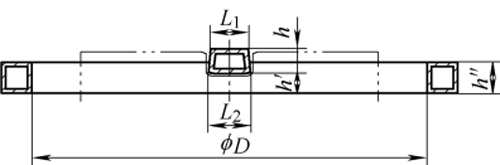
Figura 2 La estructura industrial mejorada
2. Aplicación del inductor de enfriamiento de ranura
Posteriormente se realizaron pruebas de temple con las ranuras del árbol de levas y las ranuras de apertura de la caja del diferencial respectivamente.
(1) Prueba del proceso de enfriamiento de la ranura abierta del árbol de levas
Un fabricante de árboles de levas encargó a nuestra empresa que templara la ranura abierta del árbol de levas. El ancho de la ranura abierta es de 9.3 mm, la profundidad es de 9 mm y la deformación del ancho de la ranura es menor o igual a 0.1 mm (consulte la Figura 3).
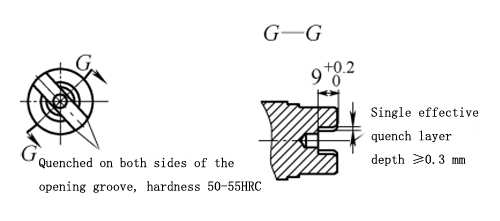
HIGO. 3 Requisitos técnicos para las aberturas del árbol de levas
La parte de calentamiento del inductor se calienta primero con un tubo de cobre de sección transversal rectangular (consulte la Figura 4), ajuste el espacio entre la superficie de calentamiento y la superficie inferior de la ranura de apertura, y use una frecuencia de 50kW, 30kHz para apagar, el apagado El área es de solo unos 4 mm, lo que está lejos de cumplir con los requisitos técnicos. La estructura del inductor necesita ser mejorada.

Fig. 4 Bloque de muestra de enfriamiento de tubo de cobre con superficie de calentamiento efectiva de sección rectangular (30 kHz)
La parte de calentamiento del inductor usa un tubo de cobre de sección trapezoidal (ver Figura 5), ajusta el espacio entre la superficie de calentamiento y la superficie inferior de la ranura de apertura, y usa una frecuencia de 30kHz, 50kW para el enfriamiento, el área de enfriamiento es de solo 8 mm, todavía no cumple con el requisito de 9 mm, pero se está acercando mucho a los requisitos técnicos, es necesario ajustar los parámetros del proceso en este momento.

Figura 5 Bloque de muestra de enfriamiento de tubo de cobre con superficie de calentamiento efectiva de sección trapezoidal (30 kHz
Trate de usar un tubo de cobre de sección transversal trapezoidal para la parte de calentamiento del inductor, ajuste el espacio entre la superficie de calentamiento y la superficie inferior de la ranura abierta, y use una frecuencia de 5.8kHz, calentamiento de corta duración de 90kW para apagar, la profundidad y La dureza de la capa endurecida en ambos lados de toda la ranura abierta cumple con los requisitos técnicos, la apertura También hay una capa endurecida en la superficie inferior de la ranura y en ángulo recto (ver Figura 6), y la deformación también es pequeña ( ver tabla adjunta), y el cliente queda muy satisfecho.

Figura 6. Muestra de temple de tubo de cobre de superficie de calentamiento efectivo de sección trapezoidal (5.8 kHz)
(2) Prueba de proceso de la ranura de apertura de la caja del diferencial.
Un fabricante de automóviles encargó a nuestra empresa que templara la ranura de conexión de la caja del diferencial (consulte la Figura 7). El ancho de la ranura es de 18.5 mm y la profundidad es de 9 mm. Las 8 ranuras están distribuidas uniformemente en los anillos Φ120 y Φ75. El requisito técnico es la forja Después del tratamiento de templado y revenido 90~230HBW, la parte de la línea de puntos se endurece por inducción, la dureza de la superficie es 53~59HRC, Ds=2~3mm.
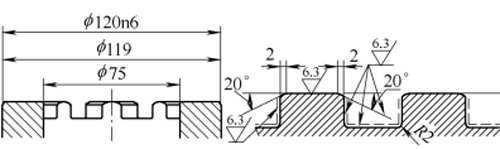
Figura 7 Requisitos técnicos para la ranura de apertura de la caja del diferencial
Dado que el efecto de extinción del inductor de sección transversal trapezoidal es ideal en la parte delantera, esta estructura de inductor también se utiliza en las pruebas posteriores. Use 5.8kHz, 98kW para calentar y apagar, el espacio entre el inductor y la superficie inferior del tanque es de 0.5 ~ 1 mm y calentar durante 5.2 s (nota: agregue un sistema de enfriamiento auxiliar para evitar el templado cerca del área de apagado de el tanque abierto). Verifique que no haya una capa endurecida en el filete R2mm (ver Figura 8). Es necesario corregir la posición del sensor y los parámetros del proceso.

Figura 8 La primera muestra apagada de la caja del diferencial.
De acuerdo con la prueba anterior, se realizan las siguientes correcciones: aumente el espacio del borde inferior a 1 ~ 1.5 mm, use 5.8 kHz, 98 kW para calentar y apagar, y extienda el tiempo de calentamiento a 6.5 s para calentar y apagar (Nota: agregue un sistema de enfriamiento auxiliar para evitar que la zona de enfriamiento sea adyacente a la ranura abierta templada). Resultados de la prueba: La dureza de la superficie en ambos lados de la ranura es 55-56HRC, Ds=2 mm; la dureza superficial en R2mm es 55HRC, Ds=1.5mm; la dureza superficial de la superficie inferior de la ranura es de 56HRC, Ds=3 mm (consulte la Figura 9). Los resultados de las pruebas cumplen con los requisitos técnicos.

Figura 9 La segunda muestra de enfriamiento de la caja del diferencial
3. Conclusión
Los puntos clave de las partes de la ranura de enfriamiento son los siguientes: la estructura del inductor y la estructura de la superficie de calentamiento efectiva, la brecha entre el inductor y la parte de enfriamiento, y la coincidencia de los parámetros del proceso de enfriamiento (frecuencia, potencia, tiempo de calentamiento, etc. .), y el sistema de enfriamiento anti-revenido cerca del área de enfriamiento.
Además, el espacio tiene un efecto muy obvio en la profundidad de la capa endurecida de dichas partes, y es difícil asegurar que el espacio entre los dos lados del sensor y el lado de la ranura de apertura sea exactamente el mismo, lo que hace que la profundidad y la forma de la capa endurecida en ambos lados sean asimétricas, por lo que la precisión del accesorio de posicionamiento parece ser muy alta. importante.
Tags:endurecimiento de la caja, Venta, componentes de automóviles de endurecimiento por inducción, piezas automotrices de endurecimiento por inducción, levas de endurecimiento por inducción, Juntas homocinéticas de endurecimiento por inducción, endurecimiento por inducción CVJ, cajas diferenciales de endurecimiento por inducción, ranuras de endurecimiento por inducción, endurecimiento por inducción LJ exterior, máquina de temple por inducción, máquina herramienta de temple por inducción, Proceso de endurecimiento por inducción, servicio de endurecimiento por inducción, soluciones de endurecimiento por inducción, aceros templados por inducción, calentador de inducción, calentamiento por inducción, máquina de calentamiento por inducción, máquina de endurecimiento por inducción, KETCHAN, KETCHAN Electronic, Fabricantes, precio, Proveedores, revenido después del endurecimiento por inducción, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





