¿Qué es el recocido por inducción?
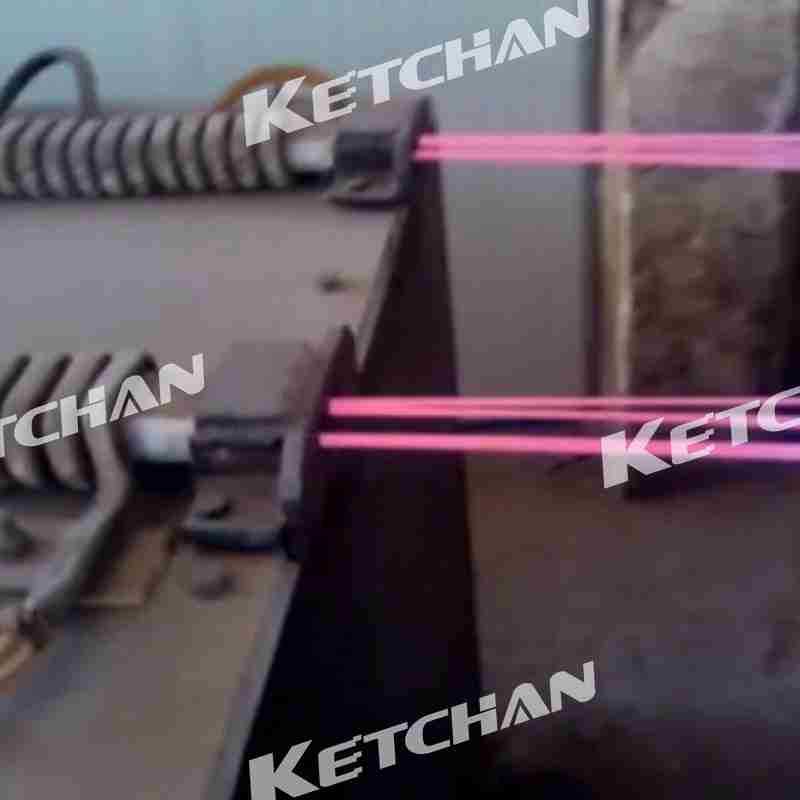
El recocido por inducción es una parte del calentamiento por inducción. El propósito del recocido por inducción es cambiar la dureza, tenacidad y tensión interna del material metálico para lograr las mejores propiedades del material. La principal ventaja del recocido por inducción es que la pieza de trabajo se puede calentar de manera específica y repetible para garantizar siempre el mismo resultado. Debido a que el calor se genera directamente en la pieza de trabajo a través de un campo electromagnético alterno durante el recocido por inducción, el proceso se puede controlar con mucha precisión y se puede lograr una alta eficiencia mediante el uso eficiente de la energía. Esto asegura una distribución uniforme del calor y una profundidad de penetración de la pieza de trabajo. En el proceso de recocido por inducción, no hay un enfriamiento repentino con agua o refrigerante como en el templado por inducción, pero la temperatura de la pieza de trabajo se reduce lentamente. Todo el proceso de calentamiento es corto y sin contacto.
¿Por qué utilizar el recocido por inducción?
Las propiedades del material del metal se pueden mejorar de forma muy precisa y fiable mediante el recocido por inducción. El recocido por inducción se utiliza principalmente para ablandar el recocido y aliviar el estrés, lo que tiene grandes ventajas en comparación con el proceso tradicional. Mediante el recocido por inducción, las impurezas del material se pueden eliminar mediante tratamiento térmico durante el recocido limpio.
- Por inducción, el proceso de recocido puede reducir la dureza del acero y mejorar la plasticidad para facilitar el corte y el procesamiento de deformación en frío.
- Refine el grano, elimine los defectos de la microestructura causados por la fundición, la forja y la soldadura, incluso la microestructura y la composición del acero, mejore las propiedades del acero o prepárelo para la microestructura del tratamiento térmico posterior.
- Elimine la tensión interna en el acero para evitar la deformación y el agrietamiento.
El recocido por inducción proporciona un excelente control del calentamiento porque el proceso se puede regular perfectamente con la frecuencia, la potencia y (ver soldadura fuerte) el tiempo de recocido por inducción de acuerdo con las propiedades deseadas del material. Esto asegura una calidad y repetibilidad de tratamiento térmico extremadamente altas, lo cual es especialmente importante en la producción en masa.
¿Cuáles son los procesos y la aplicación de recocido por inducción de acero?
Los procesos comunes de recocido por inducción incluyen recocido de homogeneización, recocido completo, recocido incompleto, recocido isotérmico, recocido de esferoidización, recocido de recristalización, recocido de alivio de tensión, etc.
| NO. | Métodos de recocido | Propósito principal | Características del proceso de recocido | Rangos de aplicación |
|---|---|---|---|---|
| 1 | recocido por difusión | uniforme compositivo | Caliente a AC30 (150-200) ℃, mantenga el calor durante mucho tiempo y enfríe lentamente | Fundición y forja de acero y laminación de piezas con segregación de componentes, etc. |
| 2 | Recocido completo | organización refinada, reducir la dureza | Caliente a AC30 (150-200) ℃, mantenga el calor durante mucho tiempo y enfríe lentamente | Fundición, piezas soldadas, y piezas forjadas y laminadas de acero medio carbono y acero aleado medio carbono. |
| 3 | recocido parcial | Refinar la estructura, reducir la dureza. | Calentar a Acl 10 (40-60) ℃ y enfriar lentamente después de la conservación del calor | Piezas forjadas y laminadas de acero de medio y alto carbono y acero de baja aleación, etc. (el grado de refinamiento de la microestructura es menor que el del recocido completo) |
| 4 | Recocido isotérmico | Refina la estructura, reduce la dureza y evita las manchas blancas. | Calentamiento a Ac3 + (30 - 50) ℃ (acero hipereutectoide) o Acl + (20 - 40) ℃ (acero eutectoide y dureza, previene la generación de acero eutectoide), mantenga un cierto tiempo, luego enfríe a un poco más bajo que Ar1 transformación isotérmica, y luego refrigeración por aire (refrigeración por aire) | Acero de aleación de medio carbono y algunas fundiciones pesadas de acero de alta aleación, piezas forjadas y estampadas, etc. (la microestructura y la dureza son más uniformes que el recocido completo) |
| 5 | Recocido esferoidizante | Esferificación de carburo, reduce la dureza, mejora la plasticidad | Calentamiento a Acl + (20 — 40) ℃ o Acl para reducir la dureza, aumentar – (20 — 30) ℃, después de la preservación del calor, enfriamiento isotérmico o enfriamiento lento directo | Muere y lleva piezas de acero. Piezas extruidas en frío de acero estructural |
| 6 | Recocido de recristalización o recocido intermedio | Eliminación del endurecimiento por trabajo | Calefacción a Ac1 – (50-150) ℃, refrigeración por aire después de la conservación del calor | Piezas de acero y acero deformado en frío |
| 7 | Recocido de alivio de estrés | Alivio del estrés interno. | Calentamiento a Ac1 - (100-200) C, después de la conservación del calor, enfriamiento por aire o enfriamiento del horno a 200-300 ℃, y luego enfriamiento por aire | Piezas de acero de germanio, piezas de soldadura y piezas de forja |
Tags:Venta, Recocido por inducción, calentador de recocido por inducción, máquina de recocido por inducción, tratamiento térmico por inducción, calentador de inducción, calentamiento por inducción, máquina de calentamiento por inducción, KETCHAN, KETCHAN Electronic, Fabricantes, recocido de tuberías, precio, Proveedores, recocido de tubos, recocido de alambre, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Puedes visitar Zhengzhou KETCHAN electronic Co., Ltd Youtube sala de video para más. Gracias.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}