")



¿Por qué la válvula se endurece por inducción?
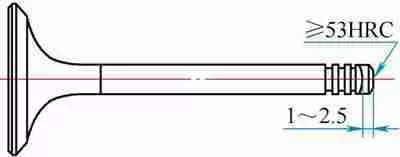
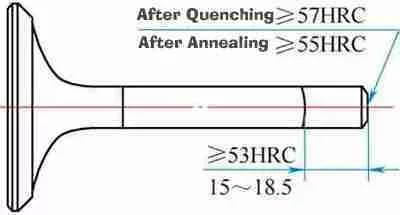
Para mejorar la vida útil de la válvula del motor, debemos realizar el proceso de endurecimiento por inducción de la superficie del cono y el vástago de la válvula. La dureza de enfriamiento suele ser 50-62 HRC, longitud o profundidad de enfriamiento por inducción ≥ 2 mm, tamaño de grano fino en magnitud 8, etc. De acuerdo con las condiciones y requisitos de servicio de la válvula, el enfriamiento del extremo del vástago de la válvula se puede dividir en endurecimiento completo del vástago de la válvula, enfriamiento del impacto del extremo del vástago, enfriamiento rápido del perfil del vástago, etc. años después de servir a algunos fabricantes de válvulas famosos, estamos actualizando nuestras máquinas de endurecimiento por inducción de válvulas siempre para hacerlas más rápidas, estables y comerciales.
¿Cómo hacer la bobina de la máquina de endurecimiento por inducción de válvula?
El enfriamiento del extremo de la varilla de la válvula se logra mediante un inductor y un equipo de endurecimiento por inducción de alta frecuencia. La calidad del tratamiento térmico por inducción y la eficiencia y utilización del equipo dependen en gran medida del diseño y la fabricación de la estructura del inductor. De acuerdo con el tipo y las características del inductor de enfriamiento del extremo de la varilla de la válvula, se puede dividir en el inductor plano, el inductor en forma de U o rectangular (copia), el inductor de enfriamiento continuo abierto (el enfriamiento del extremo del vástago, etc.), cumple con su cara final diferente dureza, requisitos técnicos de longitud o profundidad de enfriamiento, etc. En el proceso de enfriamiento del extremo de la varilla de la válvula, los requisitos básicos para el enfriamiento del inductor son los siguientes:
- El inductor está soldado con un tubo de cobre puro rectangular (o tubo de cobre redondo) o una placa de cobre para evitar el efecto de esquina afilada en ángulos rectos y evitar el sobrecalentamiento o la quema en las esquinas.
- El inductor debe estar equipado con una guía magnética para mejorar la eficiencia de calentamiento durante el impacto y el enfriamiento del perfil.
- Fácil de instalar, hacer y ajustar, con suficiente fuerza, no se deforma fácilmente en el proceso de calentamiento y es conveniente para limpiar la escala y la suciedad externa en el inductor.
- Para enfriamiento continuo a través del tipo de inductor, la parte superior e inferior, el interior de las baldosas aislantes, para evitar la ignición, prolongar la vida útil y tener mejores condiciones de enfriamiento.
Un gran número de prácticas de producción han demostrado que el uso de un inductor rectangular en lugar de un inductor cilíndrico tiene ventajas obvias en la mejora de la calidad del enfriamiento por inducción en el extremo del vástago de la válvula, prolongando la vida útil de la válvula y aumentando la productividad, acortando el tiempo auxiliar y simplificando equipo de enfriamiento.
¿Cuáles son las características técnicas de la máquina de endurecimiento por inducción de válvulas?
Las características principales de nuestra máquina automática de endurecimiento por inducción de válvulas son las siguientes:
- El inductor es fijo y la longitud de enfriamiento de la varilla de la válvula es estable.
- La adopción de energía de extinción para ajustar la temperatura de calentamiento tiene un buen rendimiento de control.
- Carga y descarga automática, control inteligente artificial y separación de alarma de alta y baja temperatura.
¿Cómo hacer el endurecimiento por inducción de la válvula?
Para garantizar que la calidad del extremo del vástago de la válvula después del enfriamiento cumpla con los requisitos técnicos, la bobina de endurecimiento por inducción y la estructura del sistema de enfriamiento deben seleccionarse de acuerdo con los requisitos técnicos del endurecimiento del extremo del vástago de la válvula. De acuerdo con los resultados de la prueba de proceso para determinar los mejores parámetros de proceso, y de acuerdo con los requisitos específicos, realice el siguiente control de proceso específico.
- Para determinar la potencia de calentamiento de la máquina de endurecimiento por inducción de válvulas, el voltaje, la corriente (temperatura de calentamiento) o la energía de calentamiento, el tiempo de calentamiento (golpe) o la velocidad de alimentación, etc.
- Temperatura del medio de enfriamiento de enfriamiento rápido, presión de rociado, rango de concentración del medio de enfriamiento de enfriamiento rápido de aceite o agua y tiempo de enfriamiento.
- El sistema de circulación del medio de enfriamiento de extinción debe limpiarse con regularidad. Después de cada apagado o reinicio del equipo defectuoso, el enfriamiento del extremo del vástago debe llevarse a cabo después de que el medio de enfriamiento de enfriamiento haya circulado durante 20 minutos.
- El conductor magnético debe conectarse al inductor de manera confiable y asegurarse de que esté paralelo a la pared interna del inductor.
- El tamaño estructural del inductor y del sistema de enfriamiento debe ser consistente con los requisitos de enfriamiento rápido de la varilla de la válvula.
- El dispositivo de posicionamiento de enfriamiento del extremo de la varilla de la válvula del motor y el dispositivo de sujeción o presión deben inspeccionarse en cada turno, y la anormalidad debe detenerse para su inspección.
Que es KETCHAN hoja de datos de la máquina de endurecimiento por inducción de válvulas?
Rango de proceso | Diámetro de la válvula: 5-10 mm, diámetro del sombrero de la válvula 20-50 mm, longitud total 70-150 mm. |
Material | 21-4N, 4Cr10Si2Mo, dureza original 25-45HRC |
Profundidad de endurecimiento | 2-5mm |
dureza de endurecimiento | Más de 50HRC |
Máquina de calentamiento por inducción de alta frecuencia | Voltaje: 380V~480V 50Hz/60Hz Frecuencia: 20-60KHZ |
Poder total | 40KW |
velocidad de producción | 5S/Pieza |




{kind=link}
{kind=link}