¿Cuáles son las ventajas del endurecimiento superficial por inducción?
Endurecimiento superficial por inducción: el proceso de templar solo la superficie de la pieza de trabajo.
Finalidad: La estructura de martensita se obtiene dentro de un cierto rango de profundidad en la superficie de la pieza de trabajo, y el núcleo aún mantiene el estado de la estructura de enfriamiento y revenido o normalización antes del enfriamiento de la superficie para hacer que la capa superficial de la pieza de trabajo sea dura y resistente al desgaste, y el El núcleo conserva suficiente plasticidad y dureza.
parámetros: Profundidad de capa endurecida y gradiente de dureza. Al determinar la profundidad de la capa endurecida y el gradiente de dureza, la capa endurecida de la superficie debe coincidir con la distribución de la tensión de carga de la pieza de trabajo.
¿Qué es el endurecimiento superficial por inducción?
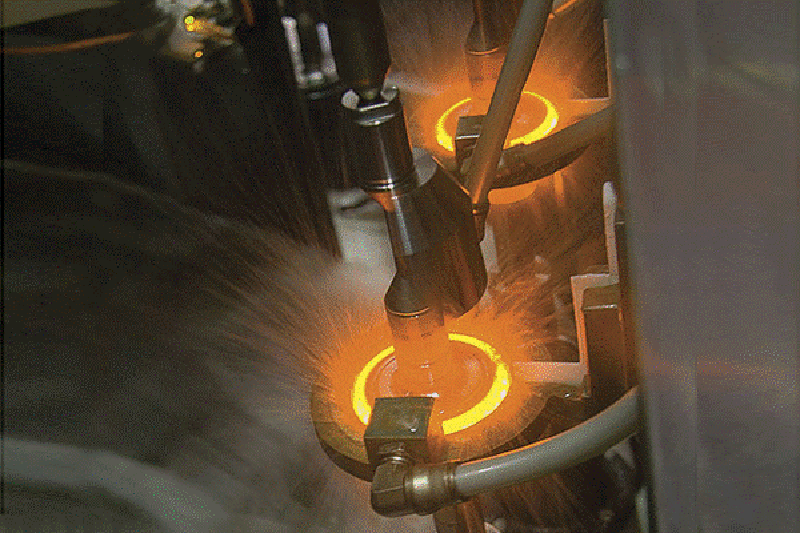
Proceso de endurecimiento por inducción en el que la superficie de la pieza se calienta y se enfría rápidamente por el efecto térmico generado por la corriente de inducción que pasa a través de la pieza.
- El principio básico del calentamiento por inducción.
Se utilizan fenómenos físicos como la inducción electromagnética, el calentamiento por corrientes de Foucault y el calentamiento por histéresis, así como las características de distribución de la electricidad alterna en los conductores.
Cuando una corriente alterna fluye a través del inductor, se generará a su alrededor un campo magnético alterno de la misma frecuencia. Bajo la acción del campo magnético alterno, se generará una fuerza electromotriz inducida en la pieza de trabajo, generando así una corriente inducida con la misma frecuencia y dirección opuesta que el inductor, es decir, corriente de Foucault. La corriente de Foucault se convierte en energía térmica debido a la resistencia de la propia pieza de trabajo, calentando así la pieza de trabajo, también conocida como calentamiento por corrientes de Foucault.
- Clasificación y aplicaciones de la máquina de calentamiento por inducción.
De acuerdo con la salida, la frecuencia actual se puede dividir en máquinas de calentamiento por inducción de alta frecuencia, frecuencia media, frecuencia de potencia y ultra alta frecuencia.
Máquina de calentamiento por inducción | Rango de frecuencia | Motor | Rangos de aplicación |
Máquina de calentamiento por inducción de frecuencia industrial | 0.05KHZ | 100 - 2000 | Es adecuado para procesos de endurecimiento superficial por inducción de rodillos más grandes y ejes de mayor diámetro. |
Máquina de calentamiento por inducción de frecuencia media | 10KHZ | 15 - 1000 | 1. Engranajes de módulo más grandes, árbol de levas, endurecimiento por inducción de la superficie del cigüeñal. 2. Eje pequeño y mediano y manguitos de rodamiento endurecidos por inducción. |
Máquina de calentamiento por inducción de alta frecuencia | 30-60KHZ | 5 - 500 | 1. Engranajes de módulo pequeño o mediano, endurecimiento por inducción de la superficie del husillo 2. cigüeñal, endurecimiento del árbol de levas. |
Máquina de calentamiento por inducción de ultra alta frecuencia | ≥200KHZ |
| 1. Endurecimiento por inducción superficial de engranajes de módulo más pequeño. 2. Endurecimiento por inducción de la superficie del eje más pequeño. |
¿Cuál es el rendimiento del metal después del endurecimiento superficial por inducción?
- Dureza de la superficie: la dureza de la superficie de las piezas de trabajo sujetas a un calentamiento y enfriamiento rápido suele ser de 2 a 5 puntos porcentuales más alta que la del enfriamiento normal.
- Resistencia al desgaste: la resistencia al desgaste de la pieza de trabajo después del enfriamiento rápido de la superficie de calentamiento es mejor que la del enfriamiento normal.
- Resistencia a la fatiga: el uso del proceso de cementación correcto puede mejorar significativamente la resistencia a la fatiga de la pieza.
- Distribución de la tensión residual: La magnitud y distribución de la tensión residual después del enfriamiento superficial están relacionadas con varios factores, como el grado del acero, el tamaño de la pieza, la profundidad de la capa endurecida, el calentamiento y enfriamiento, etc.
¿Qué es el proceso de endurecimiento superficial por inducción?
El proceso de endurecimiento por inducción incluye principalmente la selección y determinación de la frecuencia y la potencia específica, la selección y determinación del método de calentamiento y los parámetros del proceso de calentamiento, la selección y determinación del medio de enfriamiento y el método de enfriamiento, etc.
Determinación de frecuencia y potencia específica:
La frecuencia actual debe seleccionarse razonablemente de acuerdo con los requisitos de la profundidad de la capa endurecida. Al seleccionar la frecuencia actual según la profundidad de la capa endurecida, se puede encontrar en el manual de tratamiento térmico.
Tags:endurecimiento por inducción, endurecimiento por induccion, máquina de temple por inducción, endurecimiento por inducción del acero, Proceso de endurecimiento por inducción, tecnología de endurecimiento por inducción, endurecimiento de la superficie de inducción, endurecimiento superficial por inducción, tratamiento térmico por inducción de superficie, máquina de enfriamiento superficial
Relacionar productos
-
 Sistema de tratamiento térmico por inducción
Sistema de tratamiento térmico por inducciónMáquina de endurecimiento de engranajes
-
Sistema de tratamiento térmico por inducción
Máquina de endurecimiento de superficies
-
Sistema de tratamiento térmico por inducción
Máquina de endurecimiento por inducción de eje
-
 Sistema de tratamiento térmico por inducción
Sistema de tratamiento térmico por inducciónMáquina de endurecimiento por inducción de cigüeñal
-
Sistema de endurecimiento CNC
Máquina herramienta de endurecimiento CNC de eje
-
Sistema de endurecimiento CNC
Sistema de enfriamiento por inducción





